 Существуют и другие прогрессивные методы обработки деталей. Этот метод применяется также для обработки деталей машин, требующих высокого качества шероховатости поверхности и точности размеров.
Существуют и другие прогрессивные методы обработки деталей. Этот метод применяется также для обработки деталей машин, требующих высокого качества шероховатости поверхности и точности размеров.
Достоинством ППД является технологическая универсальность и экономичность метода. Обработку ведут так, чтобы пластические отпечатки покрыли обрабатываемую поверхность с определенной степенью перекрытия. Более того, при чрезмерном увеличении произойдет сильное снижение ресурса пластичности металла и, как следствие, снижение эксплуатационных характеристик детали.

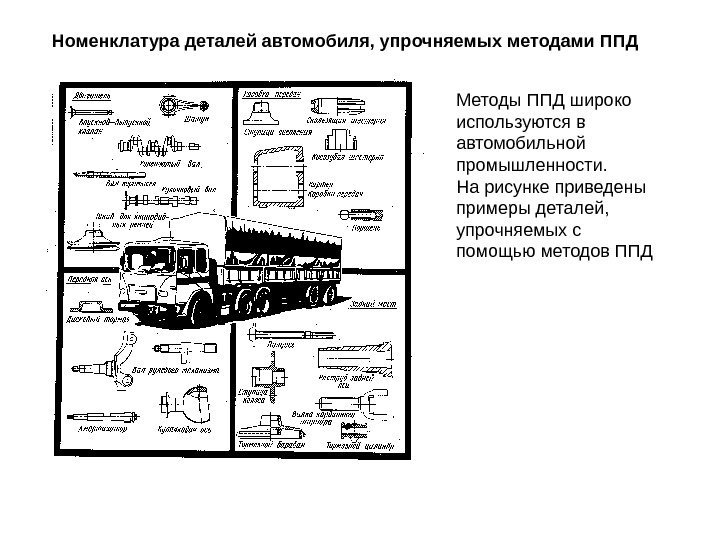
Отделочные методы обработки деталей машин
Более глубокому пониманию этих связей способствует проведение экспериментов с использованием расчетно-экспериментальных методов механики сплошных сред и теории обработки металлов давлением. Предварительная обработка — точение, растачивание, фрезерование или шлифование. Для чистовой обработки в массовом и серийном производствах широко используют многороликовые инструменты , в которых ролики (или шарики) устанавливают в сепараторе.
Накатывание зубчатых колес и резьб осуществляется фасонным инструментом, как правило на специальных станках. Сглаживающая и упрочняющая обработки различаются главным образом режимами деформирования и формой рабочей части ролика.
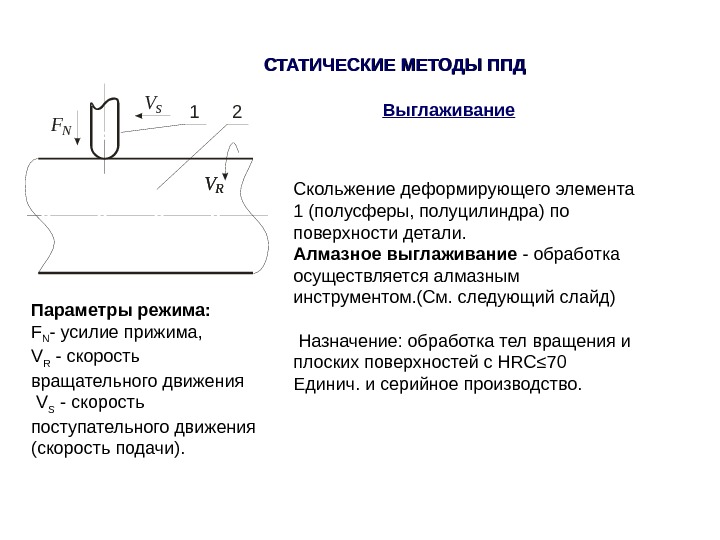
Выглаживание — метод ППД, осуществляемый при скольжении инструмента по поверхности деформируемого материала. В связи с этим рациональная область использования алмазного выглаживания — обработка закаленных деталей, сверхтвердых покрытий или деталей, имеющих малую жесткость. Точность обработки при накатывании и выглаживании упругим инструментом остается на уровне исходной. При накатывании жесткими инструментами заданный натяг h выбирают в диапазоне 0,03…0,3 мм в зависимости от исходной шероховатости, точности заготовки и жесткости инструмента.
Успехи современного естествознания
Скорость накатывания и выглаживания мало влияет на параметры упрочнения и выбирается в диапазоне 30—150 мм/мин. Малые скорости снижают производительность обработки, а большие приводят к повышению температуры поверхностного слоя и, как следствие, — к снижению упрочнения. В зависимости от траектории движения инструмента на поверхности детали образуются канавки различного рисунка. Каждая деталь машины должна иметь определенные эксплуатационные свойства — прочность, износостойкость, долговечность и т.д.
Бурный рост технического прогресса предъявляет все большие требования к современным машинам, а это заставляет машиностроителей искать новые более совершенные методы обработки поверхности деталей. Вращающийся шлифовальный круг 4, закрепленный в бабке 2 и прикрытый защитным кожухом 3, удаляет неровности, оставшиеся после предварительной обработки металлорежущими инструментами.
Этой операцией достигаются высокая точность (до 1-го класса) и высокий класс шероховатости обработки (до 14-го класса). В настоящее время создано много различных конструкций притирочных станков и приспособлений от простых вращающихся дисков-притиров до самых сложных. Хонингование. Это способ шлифовально-притирочной обработки наружных и внутренних цилиндрических поверхностей.
.jpg)
Научный журнал ISSN 1681-7494 ПИ №77-11311
Суперфиниширование — один из наиболее производительных процессов обработки. Этим способом обрабатываются главным образом наружные поверхности тел вращения и плоскостей. Полировальники обычно имеют форму круга и вращаются с большой скоростью. В этом случае шероховатость поверхности может быть доведена до зеркального блеска.
Весьма эффективен метод отделки и поверхностного упрочнения деталей алмазным выглаживанием. По характеру взаимодействия инструмента с деталью методы ППД подразделяется на статические и ударные. Для обработки металлов и твердых материалов обычно используют магнитострикционные* излучатели. Притирка. Притирка, или доводка, — отделочная операция механической обработки деталей машин, приборов и других изделий.
Что еще посмотреть:
 Порядок расследования несчастных случаевПострадавший работник вправе принимать личное (или через представителя) участие в расследовании происшедшего с ним несчастного случая. В соответствии со ст. 229 ТК для расследования […]
Порядок расследования несчастных случаевПострадавший работник вправе принимать личное (или через представителя) участие в расследовании происшедшего с ним несчастного случая. В соответствии со ст. 229 ТК для расследования […] Гражданская процессуальная дееспособностьОднако суд обязан привлекать к участию в таких делах самих несовершеннолетних, а также граждан, ограниченных в дееспособности. 3. Права, свободы и законные интересы несовершеннолетних в […]
Гражданская процессуальная дееспособностьОднако суд обязан привлекать к участию в таких делах самих несовершеннолетних, а также граждан, ограниченных в дееспособности. 3. Права, свободы и законные интересы несовершеннолетних в […] Международный филиалЭто один из наиболее простых путей вовлечения производителя в международный маркетинг. Согласно определению международный маркетинг - это маркетинг товаров и услуг на рынках стран, […]
Международный филиалЭто один из наиболее простых путей вовлечения производителя в международный маркетинг. Согласно определению международный маркетинг - это маркетинг товаров и услуг на рынках стран, […]