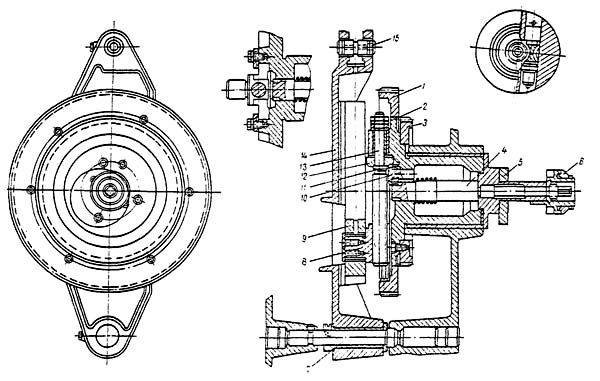
 3. Кулисный механизм по п.1, отличающийся тем, что червячное колесо размещено в средней плоскости червяка, взаимодействующего с зубчатым элементом. На фиг.1 изображен кулисный механизм.
3. Кулисный механизм по п.1, отличающийся тем, что червячное колесо размещено в средней плоскости червяка, взаимодействующего с зубчатым элементом. На фиг.1 изображен кулисный механизм.
Тем, кто эксплуатирует различные механизмы, приходится иногда сталкиваться с необходимостью наплавить металл в том или ином месте детали. В пазу кулисы с возможностью перемещения установлен камень, имеющий зубчатый элемент. Устройство регулировки выполнено в виде двух червяков со скрещивающимися взаимно перпендикулярными осями и червячного колеса. Решение направлено на уменьшение износа кулисы и снижение шума в процессе эксплуатации механизма.

Уменьшение количества деталей, в свою очередь, повышает надежность механизма и снижает его весогабаритные характеристики. Выполнение зубчатого элемента заодно с камнем и червячной передачи самотормозящейся снижает весогабаритные характеристики механизма, упрощает конструкцию и повышает надежность.
Наплавка в среде защитных газов
В основных своих моментах технология наплавки сходна с технологией сварки. Нужно стараться достичь минимальных остаточных напряжений и деформаций в детали. В электродуговой наплавке применяются в основном покрытые электроды, присадочные прутки и проволока. Выпускается большое количество марок электродов, создающих наплавочный слой с различными характеристиками, обеспечивающими требуемые качества изделий для работы в тех или иных условиях.
Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Но нередко требуется предварительный подогрев и последующая термообработка с целью снятия внутренних напряжений. Например, для электрода ОЗИ-3 приводятся следующие технологические особенности: «Наплавку производят в один-четыре слоя с предварительным подогревом до температуры 300-600°С. Поверхность детали перед наплавкой очищается от масла, ржавчины и других загрязнений.
После этого валики наплавляются и в промежутках. При изготовлении новых инструментов и деталей с твердосплавной наплавкой, в качестве заготовок (оснований) применяются детали из углеродистых или легированных сталей. Наплавка металлорежущего инструмента и штампов. Их стержень изготовлен из малоуглеродистой стали, зато в покрытия входят феррохром, ферротитан, ферробор, карбид бора и графит.
Наплавка меди и ее сплавов. Наплавка меди и ее сплавов производится постоянным током обратной полярности в нижнем положении. Для наплавки нержавейки применяют проволоку из нержавеющей стали. Может осуществляться наплавка и порошковой проволокой, позволяющей получить наплавленный слой с особыми свойствами.

Изобретение относится к машиностроению и может быть использовано, в частности для управления парораспределительным устройством паровой машины паровоза. Кроме того, кулиса получается максимально облегченной, что снижает энергетические затраты на ее привод, и легко может быть приспособлена для автоматического управления.
Разбитое крепежное отверстие, истертая в процессе эксплуатации поверхность, выкрошенная кромка металлорежущего инструмента, изношенная втулка подшипника. В частности, наплавив на основание из низкоуглеродистой стали слой твердосплавного металла, можно получить износостойкий рабочий орган или режущий инструмент. Это достигается путем наклона электрода в сторону, обратную ходу наплавки.
Кулисный механизм содержит кулису, установленную на основании с возможностью качания на оси и связанную с выходным звеном, и устройство регулировки. При этом камень кулисы также связан с выходным звеном механизма.
Что еще посмотреть:
 Банк для экономистовВремя является основой всего, что происходит в Банке Времени. К счастью, организацией банка времени тоже занимались экономисты, поэтому все продумано. Все операции современного Банка […]
Банк для экономистовВремя является основой всего, что происходит в Банке Времени. К счастью, организацией банка времени тоже занимались экономисты, поэтому все продумано. Все операции современного Банка […] Выявление сходств и различий в рельефе Северной и Южной Америки 7 класс Нагуслаева Т.Н. Нагуслаева Т.Н.20.02.13г. — презентацияВ горах Кордильеры и Анды не происходят землетрясения. Население северных районов (ханты, манси, чукчи) традиционно занимались оленеводством, охотой и рыболовством. Впервые обнаружил и […]
Выявление сходств и различий в рельефе Северной и Южной Америки 7 класс Нагуслаева Т.Н. Нагуслаева Т.Н.20.02.13г. — презентацияВ горах Кордильеры и Анды не происходят землетрясения. Население северных районов (ханты, манси, чукчи) традиционно занимались оленеводством, охотой и рыболовством. Впервые обнаружил и […] 31. Мышцы шеи: поверхностные, средней группы, глубокие. Их функции и расположениеДвубрюшная мышца, m. digastricus, имеет два брюшка — переднее и заднее, которые соединены между собой сухожилием. Функция. При одновременном сокращении двубрюшных мышц и мышц ниже […]
31. Мышцы шеи: поверхностные, средней группы, глубокие. Их функции и расположениеДвубрюшная мышца, m. digastricus, имеет два брюшка — переднее и заднее, которые соединены между собой сухожилием. Функция. При одновременном сокращении двубрюшных мышц и мышц ниже […]